
ECommerce Supply Chain Transformation With ERP Selection
Download the eCommerce Supply Chain transformation case study and learn how LockNLube transformed its inventory and supply chain challenges by consolidating over 20 systems. As well as by creating business, process, information, and system architecture as they prepare for the next phase of their growth.

Mergers and Acquisitions ERP Integration Failure Rescue
Download the mergers and acquisitions ERP integration failure Case Study and learn how Pride Sports struggled with Supply Chain and inventory allocation issues, as well as operational disruptions due to poorly planned M&A integration and ERP transformation project.

Omnichannel eCommerce Customer Experience Transformation
Download the omnichannel eCommerce customer experience case study and learn how fashion retailer AKIRA built a digital roadmap and managed stakeholder expectations to transform its processes and systems to explore newer business models such as buy-online-pickup-in-store and curbside pickup.

Industrial Distribution
Our capabilities for industrial Distributors include eCommerce platform implementation and replatforming, ERP selection and implementation, vending machine and ASRS integration, configurator implementation and integration, enterprise architecture, and digital transformation roadmap development.

Aerospace and Defence
Our capabilities for aerospace and defense manufacturers and distributors include ERP selection and implementation, PLM selection and implementation, QMS selection and integration, enterprise architecture, and digital transformation roadmap development.

Industrial Machinery and Automation
Our capabilities for industrial machinery and automation manufacturers and distributors include eCommerce platform implementation and replatforming, ERP selection and implementation, MES and PLM selection and implementation, enterprise architecture, and digital transformation roadmap development.
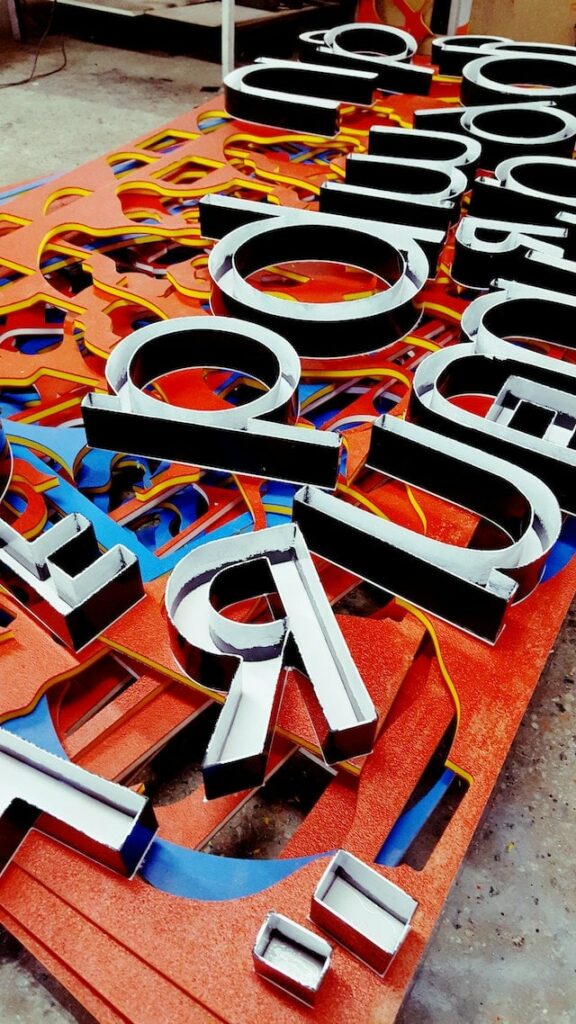
Signage Design and Architecture Fabrication
Our capabilities for signage design and architecture fabrication manufacturers and distributors include ERP selection and implementation, CRM selection and implementation, enterprise architecture, and digital transformation roadmap development.

Building Material
Our capabilities for building materials manufacturers and distributors include eCommerce platform implementation and replatforming, ERP selection and implementation, WMS and TMS selection and implementation, enterprise architecture, and digital transformation roadmap development.

Food and Beverage
Our capabilities for food and beverage manufacturers and distributors include eCommerce platform implementation and replatforming, ERP selection and implementation, WMS and TMS selection and implementation, S&OP selection and implementation, enterprise architecture, and digital transformation roadmap development.

Wineries, Breweries & Distilleries
Our capabilities for wine and beer manufacturers and distributors include eCommerce platform implementation and replatforming, ERP selection and implementation, S&OP selection and implementation, WMS and TMS selection and implementation, enterprise architecture, and digital transformation roadmap development.

Automotive
Our capabilities for automotive manufacturers and distributors include eCommerce platform implementation and replatforming, ERP selection and implementation, supplier integration and S&OP implementation, MES selection and implementation, HCM selection and implementation, enterprise architecture, and digital transformation roadmap development.
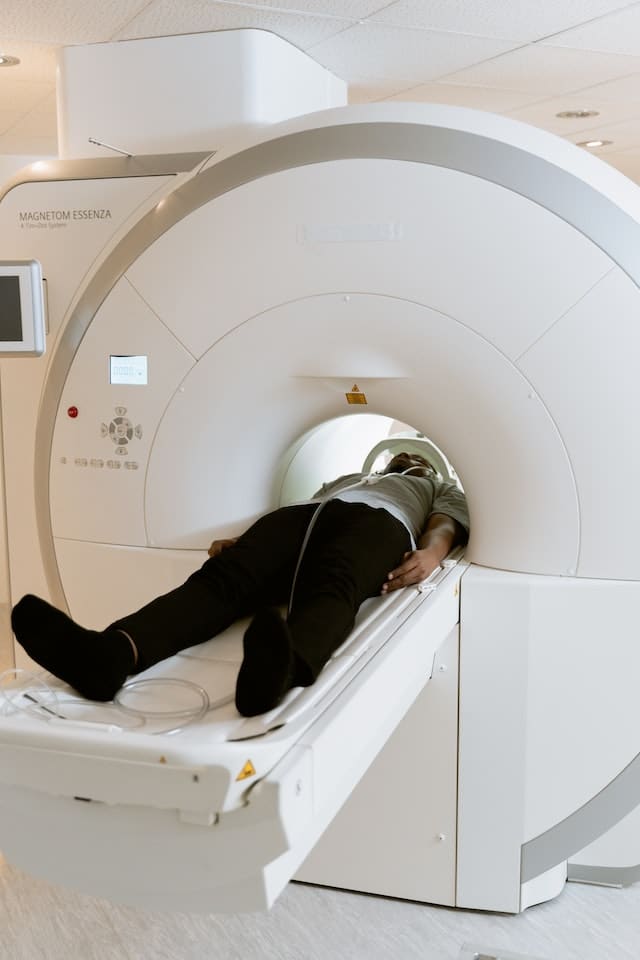
Medical Device and Pharma
Our capabilities for medical devices and pharmaceutical manufacturers and distributors include eCommerce platform implementation and replatforming, ERP selection and implementation, MES and PLM selection and implementation, enterprise architecture, and digital transformation roadmap development.

High Tech & Electronics
Our capabilities for high-tech and electronics manufacturers and distributors include eCommerce platform implementation and replatforming, ERP selection and implementation, MES and PLM selection and implementation, enterprise architecture, and digital transformation roadmap development.

Print and Packaging
Our capabilities for print and packaging manufacturers and distributors include eCommerce platform implementation and replatforming, ERP selection and implementation, MES and PLM selection and implementation, WMS and TMS selection and implementation, enterprise architecture, and digital transformation roadmap development.

Furniture
Our capabilities for furniture manufacturers and distributors include eCommerce platform implementation and replatforming, ERP selection and implementation, enterprise architecture, and digital transformation roadmap development.

Chemicals
Our capabilities for food and beverage manufacturers and distributors include eCommerce platform implementation and replatforming, ERP selection and implementation, S&OP selection and implementation, WMS and TMS selection and implementation, enterprise architecture, and digital transformation roadmap development.
Manufacturing Playlist

26:10

23:40

1:00:27
1:00:07
1:00:27




Make-to-Stock Manufacturing (MTS)
You have unique challenges in forecasting your demand and scheduling your volume runs. You also have unique distribution model, such as collaboration with your resellers or integration with e-commerce that adds to unique operational challenges.
Engineer-to-Order Manufacturing (ETO)
Your business model and operational needs are unique as you need to spend a significant amount of time in engineering and collaborating with your customers. Additionally, your BOMs could be more complex and require a system that can handle such complexity.

Project-based Manufacturing
Suppose you are a project-based manufacturer such as trade show management companies or lighting project installers. In that case, your operations require a system that can handle project-based manufacturing needs, including integrated financial and purchasing within the project.

Process Manufacturing
If you are a process manufacturer, your processes are entirely different from discrete manufacturers. They require a system that can support a process manufacturer’s needs, such as recipe management, version management, and process production.

Make-to-Order Manufacturing (MTO)
Your operational challenges are unique, as you might need to design your expensive parts, collaborate with your customers more often, and plan your orders so that you don’t miss your delivery deadlines. These operational challenges are unique for MTO manufacturers.
Configure-to-Order Manufacturing (CTO)
You have highly configurable products, which increases the complexity of your quoting processes. These configurations also require your system to be able to support such needs throughout the process, which increases operational complexity and product design assumptions.

Job Shop Manufacturing
If you are a job-shop manufacturer, you will require an ERP system that is strong in job costing functionality and can help you plan and schedule your jobs. Your needs are going to be different than your other counterparts, such as volume or precision manufacturers.